For many industries, wastewater is no longer only a treatment challenge. With increasing environmental requirements and rising operating costs, manufacturers are looking at resource recovery from industrial wastewater as a way to reduce waste, recover valuable materials, and improve production sustainability.
However, the key question for companies is:
When does resource recovery make economic sense?
The answer depends on wastewater characteristics, recovered resource value, treatment costs, and long-term operational benefits.
What Is Resource Recovery in Wastewater Treatment?
Resource recovery wastewater treatment refers to technologies that recover useful resources from industrial wastewater, such as:
Reusable water
Valuable metals
Salts and chemicals
Concentrated streams for further processing
Compared with traditional wastewater disposal methods, resource recovery focuses on creating additional value from wastewater while reducing environmental impact.
Industries such as new energy battery manufacturing, semiconductor, electroplating, electronics, and chemical production are increasingly adopting advanced wastewater treatment solutions to achieve higher resource efficiency.
When Does Resource Recovery Become Economically Attractive?
1. When Wastewater Contains Valuable Components
Resource recovery is more attractive when wastewater contains materials with economic value.
For example, wastewater generated from metal finishing or battery-related industries may contain heavy metals such as nickel, cobalt, or other valuable elements. Recovering these materials can reduce chemical consumption and disposal costs.
2. When Water Consumption Is High
For industries located in regions with limited water resources, industrial water reuse systems can significantly reduce freshwater demand.
Recovering and reusing treated water helps companies lower water purchasing costs while improving sustainability performance.
3. When Waste Disposal Costs Are Increasing
Strict environmental regulations and rising disposal fees make wastewater management more expensive.
Technologies such as zero liquid discharge (ZLD), wastewater concentration, and advanced separation systems can help reduce liquid waste volume and improve compliance.
Eragon Enviro Tech has provided customized wastewater treatment solutions for industries with complex wastewater challenges.
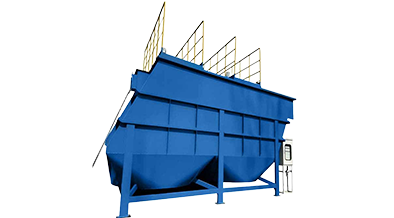
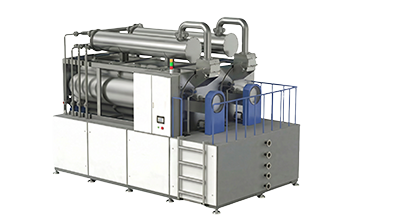
In a new energy industry wastewater treatment project, the wastewater contained high salinity and required efficient treatment and water recovery. Based on wastewater characteristics, Eragon designed an integrated treatment solution combining pretreatment, separation, and concentration technologies.
The system helped reduce wastewater discharge, recover reusable water, and support sustainable production requirements.
Through customized engineering design, the project demonstrated that wastewater treatment can become a resource management strategy rather than only an environmental obligation.
(Internal link: New Energy Wastewater Treatment Project)
Resource Recovery Is a Long-Term Investment
The economic value of resource recovery is not only measured by direct material recovery. Companies should also consider:
Reduced wastewater disposal costs
Lower freshwater consumption
Improved environmental compliance
More stable production operations
Long-term sustainability goals
For each project, the most suitable solution depends on wastewater quality, recovery targets, and operational conditions.
Eragon Enviro Tech provides customized industrial wastewater treatment systems, water reuse solutions, and integrated wastewater management solutions for global industries, helping customers achieve efficient and sustainable water management.
FAQ
What is resource recovery in wastewater treatment?
Resource recovery is the process of extracting reusable water, valuable materials, or energy from industrial wastewater through advanced treatment technologies.
Is resource recovery always economically feasible?
Not always. Economic feasibility depends on wastewater composition, recovery value, treatment investment, and operating costs.
Which industries benefit most from wastewater resource recovery?
Industries with high water consumption or valuable wastewater components, including battery manufacturing, semiconductor, electroplating, electronics, and chemical industries, often benefit the most.
SABER MAIS